Why a 60 kg Titanium Order Is Harder Than a Six-Tonne One
60 kilograms. One billet. Ten weeks of coordination.
Hunting made the headlines this week with a $63.5 million titanium stress joint order for Guyana’s Uaru FPSO, plus a $31 million subsea package for a Black Sea field. Big numbers. Clean narrative. Easy to write about. But if you actually source heavy-wall titanium billet for subsea hardware — Grade 5 (Ti-6Al-4V), tight tolerance, single-digit quantities — you know the hard part isn’t landing a fat contract. The hard part is getting one 60-kilogram piece made at all.
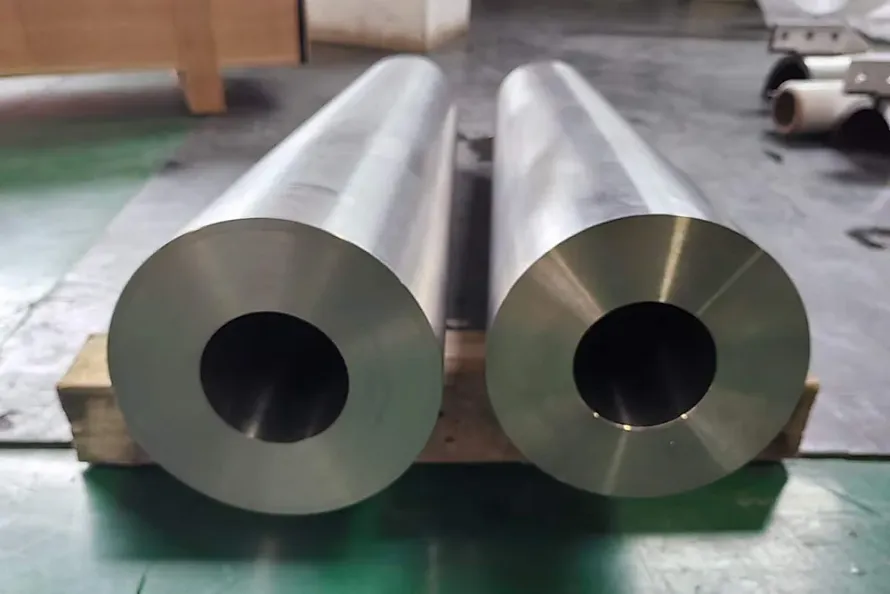
This is the story of an OD 330 mm × ID 219 mm × 600 mm heavy-wall Grade 5 (Ti-6Al-4V) titanium billet we coordinated for a deepwater subsea manifold project. Small batch. 55 mm wall thickness. Full ±2 mm OD tolerance. Ten-week lead time from melt to shipment. And three mills that almost said no.
The Order Everyone Ignores
Here’s what nobody talks about when deepwater titanium hits the news. Prime contractors like Hunting get the multi-million-dollar press releases. But those programs sit on top of a hidden layer — prototype billets, qualification samples, single-piece replacements for damaged hardware, R&D trials for next-generation subsea connectors. Almost always small quantities. Almost always urgent. Almost always rejected by the big mills.
A 3-tonne VAR furnace doesn’t want to fire up for 60 kilograms of Grade 5. The charging cost alone kills the economics. Most mills set a minimum order quantity around 500 kg to 1 tonne per heat. Anything below gets a polite refusal — or a quote so inflated the buyer walks away.
Traders aren’t much help either. A typical titanium trader in Baoji holds relationships with two or three mills. When the inquiry hits 55 mm wall thickness on a 330 mm OD, those relationships evaporate. Thick-wall Grade 5 forging stock isn’t something you pull from a shelf. It has to be forged from a solid ingot, rough-bored, and then finish-machined — a multi-step process that requires orchestration, not sourcing.
So what happens to that subsea engineer who needs one billet for a prototype? He either waits six months for a trial heat to materialize, or he pays a 4x premium to a Western specialty mill and hopes the certification package comes clean. Neither option is good. Both kill project timelines.

What 55 mm Wall Thickness Actually Means
Let’s break down the spec itself. The customer’s drawing called for:
| Parameter | Value | Tolerance |
|---|---|---|
| Outer Diameter (OD) | 330 mm | ± 2 mm |
| Inner Diameter (ID) | 219 mm | ± 2 mm |
| Length | 600 mm | ± 5 mm |
| Wall Thickness | 55.5 mm | — |
| Material | Grade 5 (Ti-6Al-4V) | — |
| Unit Weight | ~60 kg | — |
That ±2 mm OD band is the kind of tolerance that forces you to start with a larger forging, then machine down. You can’t get there straight from a rolled or extruded tube. The bore has to be drilled or trepanned on a BTA deep-hole drilling machine, then finish-bored for concentricity.
Grain structure matters. At 55 mm wall thickness, if forging parameters drift, you get coarse grains in the center and fine grains on the skin. Subsea customers catch this on macro-etch and reject the entire piece. We’ve seen it happen to competitors. MTC looks clean. UT passes. Then the customer sections a coupon, etches it, and everything falls apart.
How We Ran It
We pulled from three partner facilities across Baoji’s titanium cluster for this job. Each carrying one specific capability.
The melt came from a partner mill with a mature VAR practice for Ti-6Al-4V. Because 60 kg doesn’t justify a dedicated heat, we slotted the material into the tail of a larger aerospace-grade ingot pour already scheduled through our stocking program. Same quality. Same heat number traceability. Shared furnace economics. That’s the trick most traders can’t pull — you need direct relationships with melt-shop schedulers, not sales reps.
From there, the ingot moved to a free-forging shop with a 1,600-ton hydraulic press. Multiple upset-and-draw passes shaped the billet to near-net. β-transus temperature control held at ±15°C across the forging window. Beyond that band, you lose α+β structure and the mechanical properties drift out of the Grade 5 envelope.
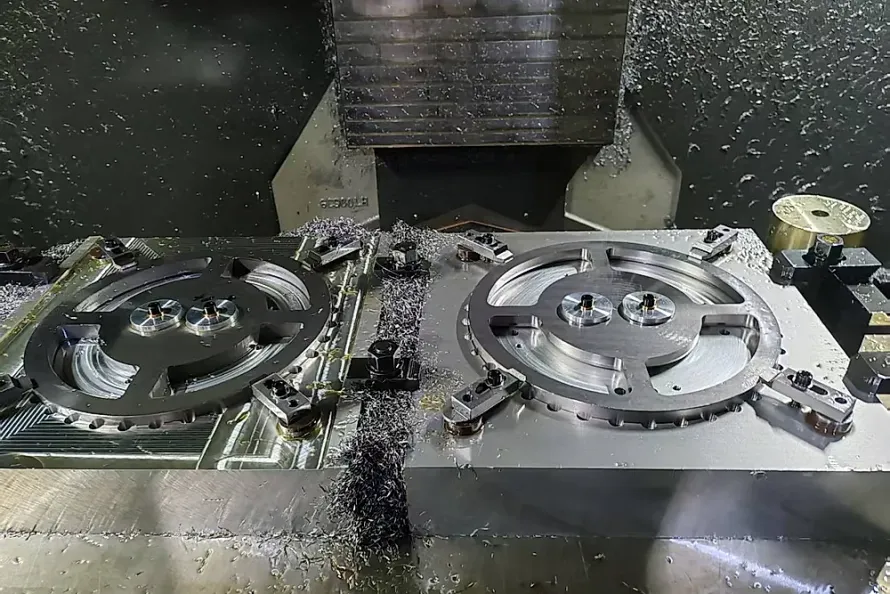
Then came the machining. A BTA deep-hole drilling machine pulled the 219 mm ID through in a single setup — critical, because any re-chucking introduces concentricity errors that kill the ±2 mm tolerance. External rough turning followed, then finish turning to final OD.
Our QC team didn’t wait for the final MTC to hit email. They verified the heat number against the ingot stamp before the billet ever entered the forging shop. They ran PMI on the material at the mill, at the forger, and at the finishing shop — three independent readings, same result. When the billet came off the lathe, they ran 100% UT per ASTM E2375 Level 1, plus PT on all machined surfaces.
The first billet failed ID concentricity by 1.3 mm — just outside tolerance. We scrapped it. Re-forged. Rebored. The second one passed clean.
This is where the “supply chain platform” label starts to mean something. Not because we own the machines. Because we don’t. We coordinate them. We know which forger won’t cut corners on the upset passes. We know which machine shop has a deep-hole boring setup stable enough for 600 mm. We know which QC inspector will catch a 0.8 mm OD drift before the client’s third-party inspector does. That knowledge doesn’t come from a catalog.
“In Baoji, almost anyone can sell you a standard titanium tube. The real skill is pushing Grade 5 material through a 3-tonne VAR furnace without the setup costs blowing the budget — while guaranteeing uninterrupted traceability all the way back to the sponge. That’s not trading. That’s precision logistics.” — Lars Wang, Supply Chain Director

The Documentation That Actually Gets Signed Off
Subsea hardware buyers don’t just want metal. They want an audit trail. For this order, the final package included:
- EN 10204 3.1 material certificate — chemistry, mechanical properties, UT, PT, dimensional
- Heat number traceability — from sponge through ingot through billet
- Low-temperature Charpy impact data at -20°C and -40°C per subsea standard
- Macro-etch photo with grain size rating per ASTM E112
- 100% UT report per ASTM E2375 Level 1 with acceptance criteria stated
- PT report per ASTM E165 on all machined surfaces
- Dimensional inspection report with CMM data
- Photographic record of the billet at each process stage
Most small traders can’t assemble this package even if they source the metal correctly. They send the customer a stack of fragmented factory documents in three different formats. Our job is to hand the subsea engineer one PDF bundle, signed, stamped, and audit-ready. That’s what separates supply chain coordination from simple trading.
Your Checklist for Small-Batch Subsea Titanium
If you’re sourcing prototype or low-volume heavy-wall titanium for subsea applications, the below five questions will save you three months:
- Can your supplier slot your material into a shared heat? If they insist on a dedicated pour for 60 kg, the price will kill you.
- Do they have direct melt-shop access, or are they a trader with two phone numbers? Ask how many VAR furnaces they can reach by 10am on a Monday.
- Who does the deep-hole boring? External finish is easy. Concentric bore on a 600 mm length is the failure point.
- How is their QC organized — reactive or parallel? Reactive QC waits for final inspection. Parallel QC catches problems at the mill, the forger, and the machining shop.
- Ask for a sample documentation package before you order. If they can’t send you a redacted prior example within 48 hours, walk away.
Got a heavy-wall Grade 5 titanium prototype stuck in quote hell? Send us the drawing. Worst case we tell you honestly it’s not something we can run. Best case we already know which furnace to slot it into.
Related Products & Services
- Service → No Minimum Order Quantity — Prototype and low-volume titanium billets without MOQ penalties.
- Product → Titanium Forgings — Free-forged and near-net-shape billets for subsea, aerospace, and chemical processing.
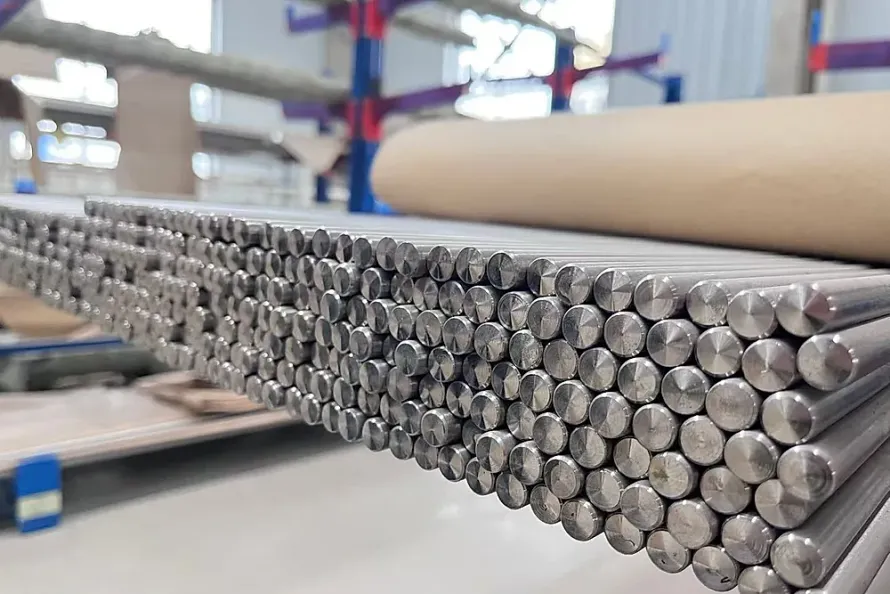
- Product → Titanium Rods & Bars — Grade 5 and Grade 9 rod stock for machining into connectors, hubs, and pressure components.
Related Articles:
- Five Titanium Alloys, Three Mills, One Shipment
- US Titanium Act: What It Means for Global Buyers
- Titanium Forging & Ring Rolling in Action
About: Titanium Seller — a supply chain platform based in Baoji, China’s Titanium Valley, coordinating 600+ titanium enterprises.
Need this material? Get a factory-direct quote.